如何科学修复事故车—车身结构件矫正
车身矫正是指通过一定的外力将因事故损坏或疲劳损坏的部位修复到车辆出厂时技术标准“状态”的过程。对于“状态”一词,它包含两层含义。“状”是指比较直观的外观和形状,而“态”则是一种比较抽象的更深层次的概念,如金属内部分子结构是不是能按照原来的位置重新顺序排列、内部的应力是否完全释放等,它将必然的联系到车辆修复后的功能和寿命。结构件是指在车身上起到主要支撑及承载作用的构件,是车身零部件的安装基础,常见于纵梁、横梁、门柱及下边梁等部位。这类构件通常有很高的强度,加之结构多为封闭式的箱形截面,所以在修理时应采取一定的手段和措施,利用合理的工艺做修复。
整体式车身校正时,应尽可能采取就位修理的方法。这样在牵拉时,可有效地将周围一些变形部位顺便“带”出,同时也会由于少拆装构件而节省大量的时间。图1a是一个受到损伤的前杠骨架,该构件为封闭式的箱形截面构件,它是通过螺丝与前纵梁连接在一起的。通常情况下,很多钣金维修技师会将骨架拆下后矫正,这样其实是不科学的。前杠骨架在受到撞击后,撞击力的传递将会造成纵梁前部发生变形。骨架拆下后没有合适固定很难采取一个缓和的矫正力做修复,另外修复完骨架后还需要对前纵梁进行修复。所以比较好的方法是进行就位修理,使用拉具对变形部位施加一个与撞击方向相反的缓和的力,然后使用一根合适的撬棒,从边缘的开口部位伸进去对骨架侧边的一些凹陷部位进行修整(图1b),这样会获得非常好的效果。


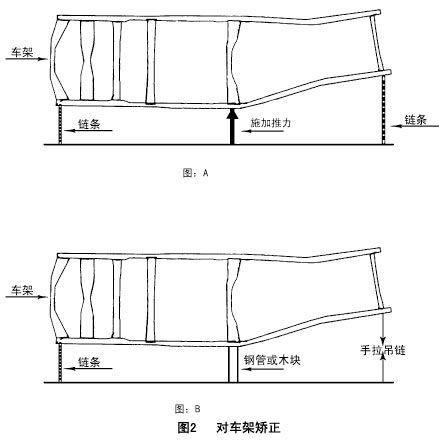
当然,对于非承载式车身结构件很多时候也能够使用这种就位修复的方法。非承载式车身即传统的大梁式车身,它的车架是一个独立的部件,一般材质较厚,是由“U”型钢或两块“U”型钢反向焊接而形成箱形构件,其有很高的强度。通常可分为边框式车架及梯形车架等类型,通过螺栓与车身连接在一起。此类车架在受到撞击发生变形时,通常的修复方法是将驾驶室和货厢拆下后再单独对车架进行矫正。其实此类车架即使在拆除上述构件后也很难有一个好的锚固方法,所以对于有些损伤种类的变形可采用图2a的办法来进行就位修理。车架在受到撞击产生侧向弯曲时,可将一根有足够强度的工字钢(轨道钢)放在车辆的一侧,使用马凳或木块将其垫到与车架水平,使用链条将工字钢与车架的前后部位固定,弯曲部位采用液压顶施加推力的办法来进行矫正。同时,也可采用图2b的办法来进行修复。这种弯曲绝大多数情况下会从车架的某个横梁部位出现,造成两侧梁同时变形。一旦在大梁的两侧都出现弯曲而中间没横梁时,应使用分离式液压顶将两侧的弯曲部位支撑到原来的宽度,这样在施加推力时它可作为横梁有利于将力传递到另一侧,便于将两侧同步修复。对于上下弯曲的大梁也能够使用这种方法,矫正时直接将工字钢放在大梁的下部并采用相同的修复方法即可。但在矫正时,应尽可能地使工字钢与车架接近,从而方便获得稳定的矫正力,使用链条与大梁固定时也应配合合适的木块或铁块以防止变形。
在初中课本中我们就曾学到过力的三要素:力的大小、方向和作用点。物体在受到撞击力后,从理论上来说只要拉住变形部位(作用点),按照与撞击相反的方向施加与撞击力相等的拉拔力即可。而在实际的矫正作业中,只按照这种原则很难将变形部位修复到位。对力的方向和作用点在此暂且不提,单就力的大小而言,实际的拉伸力可能要远大于撞击力。在日常工作中我们大家常常会遇到很多结构件“拉不动”问题,哪怕是采取了多点固定与多点拉伸,或是遵循了先进后出、从里到外、先强后弱等原则。所以对此类问题很多情况下应根据损伤部位的真实的情况采取一定的措施和手段。在对这些构件无法完全拉伸到位时,通常我们会采取加热法。在以前所接受的培训中,我们更多了解的是根据板材的强度确定加热部位、加热时间及加热温度等相关知识。其实加热消除应力时还应注意火焰,应采取中性焰或轻微的碳化焰,严格禁止使用氧化焰,这样可有很大成效避免造成部件的过氧化,并适当的补充碳元素]。另外不能用水或压缩空气冷却加热区域,必须让它自然冷却。否则金属将会变硬,甚至变脆,进而影响车辆的安全性。采用加热法时往往会产生某些特定的程度的氧化或一定量的氧化皮,也会有脱碳现象,严重影响到金属表面的光泽度和疲劳寿命。所以目前很多主机厂和维修厂并不建议使用加热法,而应采取更换或冷操作法。